Your MES Is Blocking Everything. Here’s What the Decision Looks Like.
If your legacy MES is the reason the line stops, you are paying $125,000 per hour on average, and up to $2.3 million per hour in automotive manufacturing [1][2].
The question is not whether to modernize. It is which path does not make the problem worse before it makes it better.
Legacy MES architecture is a direct contributor. Batch-based monitoring, no real-time fault visibility, and brittle integrations to production equipment mean the system confirms problems after the fact rather than before them.
Operations Directors, Engineering Managers, and CTOs running a custom MES on VB6, Classic ASP, early .NET, or legacy Java have already decided something must change. The market presents two options: replace with a commercial MES platform, or keep patching.
Both carry significant risk for custom-built systems. This article introduces the third path of governed modernization of the custom MES itself, and makes the financial and operational case for why it is the right frame for most mature custom environments.
Why Custom MES Modernization Fails Differently Than Enterprise Software
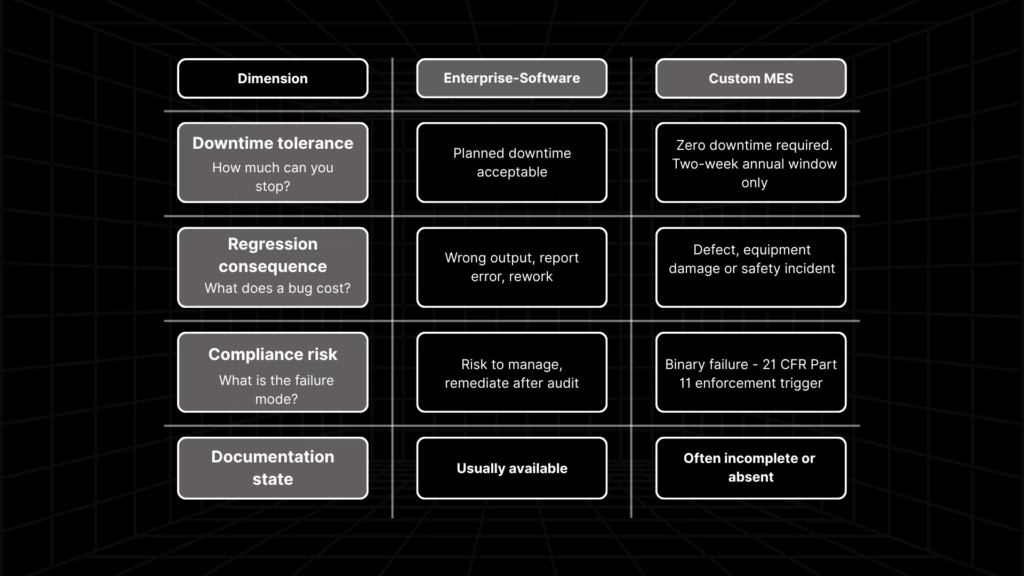
Custom MES modernization is not an enterprise software problem with a manufacturing skin. Four constraints apply here that have no equivalent in standard modernization programs, and each one changes the cost of failure from a project delay into a production event.
- Zero-downtime is a hard constraint. The migration window is typically a two-week annual shutdown. Every modernization phase must fit within that window or run in parallel with the live system. A manufacturer who schedules migration without mapping it to that constraint will discover the problem mid-migration, with no fallback.
- Physical system integration creates zero-tolerance precision requirements. Custom MES controls physical processes such as motor timing sequences, batch release triggers, equipment interlock logic. A behavioral regression is not a wrong screen output; it is a manufacturing defect or a safety incident. In the semiconductor case documented later in this article, any timing deviation in motor control sequences caused production defects. The code and the physical process are not two separate concerns. Production software is among the most tightly coupled in any enterprise.
- Compliance continuity is binary in regulated manufacturing. Any gap in the electronic audit trail during migration is a 21 CFR Part 11 violation, an enforcement trigger, not a documentation risk to remediate later. According to GMP Pros, 18% of recent FDA warning letters already cite computerized system validation deficiencies [3]. Migration sequencing is a compliance decision before it is a technical one.
- The developer who built it is leaving. Custom MES built on VB6 or early .NET typically runs on the institutional knowledge of one or two engineers. When they retire, behavioral parity validation becomes the only reliable verification method and every quarter of delay narrows the window for knowledge-assisted modernization.
Three Categories of Legacy MES: Which Problem Do You Actually Have?
Decision-makers need to identify their category before any framework is useful. The three categories differ fundamentally in whether a vendor path exists.
| Category | What It Is | What Modernization Looks Like |
| Category 1: Commercial MES on Legacy Versions | Siemens Opcenter, Rockwell FactoryTalk, legacy Wonderware. Vendor support is declining or expired. | A vendor upgrade path exists. Expensive and disruptive, but defined and supported. Not the problem this article addresses. |
| Category 2: Custom-Built MES | VB6, Classic ASP, early .NET, legacy Java. Built over 10–20 years. Contains embedded production logic no commercial platform replicates out of the box. | No vendor upgrade path. Commercial replacement is effectively a rewrite delivered by a platform vendor — with all rewrite risks plus the constraint of fitting within that platform’s configuration model. |
| Category 3: Spreadsheet and Paper-Based Systems | No formal MES. Production tracking runs on Excel, paper travelers, and manual data entry. Roughly 54% of plants globally fall into this category [6]. | A new implementation, not a migration. Different problem, different vendors, different ROI frame. |
Category 2 is where the governed modernization gap exists. The system was built to match specific production logic, but the exact sequences, hold criteria, and interlock configurations this facility runs.
No commercial MES replicates that without custom development. When that custom development cost approaches the original build cost, the financial case for commercial replacement collapses.
The diagnostic question for Category 2: Does the system contain embedded production logic that a commercial platform cannot replicate without custom development, approaching the original build cost? If yes, commercial replacement is not the right frame.
Legacyleap’s scope is this category specifically, where governed modernization is the alternative to the replacement failure pattern documented below.
Replace vs. Modernize: The Decision Framework with Financial Consequences
The question is not which commercial MES platform has better features. It is whether the custom MES contains production logic that a commercial platform cannot replicate without custom development approaching the original build cost.
For most mature custom environments, the answer is yes. The table below surfaces the signals.
| Decision Factor | Signal Favoring In-Place Modernization | Signal Favoring Commercial Replacement |
| Codebase complexity | 10+ years of accumulated production logic; scheduling and quality hold rules embedded in code | Thin workflow layer; standard manufacturing steps; minimal custom logic |
| Business logic replicability | Equipment interlock configurations, batch release criteria, or scheduling algorithms specific to this facility | Standard workflows that a commercial platform’s configuration model covers out of the box |
| Documentation state | Undocumented or partially documented; institutional knowledge held by 1–2 engineers | Full system documentation and test coverage available |
| Compliance requirements | 21 CFR Part 11, GAMP 5, or equivalent; gap in audit trail is a compliance failure, not a risk event | Compliance requirements manageable within commercial platform’s validation framework |
| Prior commercial MES attempt | Previous commercial replacement failed or was abandoned | No prior attempt; clean evaluation |
| Developer knowledge status | Engineer who built the system has left or is leaving; behavioral parity is the only verification method | Original team still available; requirements documentation is current |
| Production criticality | Line runs 24/7; only migration window is annual shutdown | Scheduled downtime available and acceptable for migration phases |
Decision-makers who find their system firmly in the left column are looking at a Category 2 problem. The financial consequences of misclassifying it are well documented.
According to Wakefield Research, 79% of modernization projects fail; the average failed initiative costs $1.5 million and takes 16 months [4]. Fewer than half of modernization programs meet their original budget, and over 80% exceed their original timeline.
For manufacturing specifically, the pattern is more severe: two to three years into a commercial MES implementation, manufacturers commonly find that the platform’s configuration model cannot replicate the custom production logic without development costs that approach the original build. The business has spent the replacement budget, disrupted operations, and still does not have a functioning system.
In-place governed modernization provides a sharper alternative: single-site custom MES, 6–18 months depending on codebase complexity; multi-site enterprise, 18–36 months with proper phasing. MES modernization ROI includes a dimension unique to manufacturing: avoided production downtime, a financial variable that commercial replacement timelines rarely model accurately.
The decision table gives you the questions. The $0 Modernization Assessment gives you the answers: dependency map, risk indicators, modernization blueprint, and effort and timeline ranges, at no cost, with no commitment.
How Governed Modernization Works in a 24/7 Production Environment
The constraints above are not abstract. When Legacyleap modernized six VB6 components controlling stepper and servo motors in semiconductor manufacturing, the first constraint was absolute: any timing deviation in motor control sequences caused manufacturing defects or equipment damage.
The modernization sequence was built around that constraint, not around a standard project plan.
That engagement illustrates how each phase of governed modernization is sequenced in practice:
- Comprehension before transformation. The Assessment Agent mapped every undocumented PLC binding, hardware timing requirement, and embedded business rule before a single line of code was touched. Custom MES systems average less than 20% automated test coverage, the logic lives in the running system and in the engineers who built it, not in documentation. Manufacturing technical debt compounds differently: every year of deferred modernization adds operator workarounds that become invisible business logic. Modernizing without first extracting that logic is the primary cause of regression failures and timeline overruns.
- Phased extraction within maintenance windows. In the semiconductor engagement, COM coupling was resolved via microservices and real-time synchronization mechanisms were engineered from Phase 1, all executed in parallel with the running production system, within planned maintenance windows, without line interruption. Incremental modernization is the only viable approach when you can’t stop the line. The dual maintenance burden during parallel operation is real, but it is finite and planned, not the open-ended parallel operation that failed commercial replacement projects create.
- Behavioral parity validation under production conditions. Parity validation in the semiconductor engagement ran against the original hardware interaction specifications because a written spec didn’t exist in usable form, but against observed production behavior under real load. A regression in enterprise software produces a wrong report. A regression in manufacturing MES produces a defective part or a safety incident. Parity validation must be behavioral, tested against what the system actually does, not what documentation says it should do.
- Front-loaded assessment eliminates mid-migration discovery risk. A manufacturing firm discovered 34 undocumented system dependencies mid-migration, adding six months to a nine-month fixed-price contract [5]. In a custom MES, undocumented dependencies include PLC bindings, proprietary database schemas, hardware timing requirements, and legacy protocol bridges, none visible in documentation, all surfacing during transformation if not mapped first. Front-loading the assessment moves the discovery cost to the only point in the program where it doesn’t multiply.
What Happens to 20 Years of Production Knowledge When the Engineer Retires
The most common scenario in practitioner communities is that the engineer who built the system retired three years ago. Nobody fully understands the codebase. The business runs it carefully, avoids touching anything non-critical, and documents workarounds in a shared drive folder nobody maintains.
In a custom MES, tribal knowledge is not background context. It is load-bearing. Operator workarounds that were patched in over a decade became invisible business logic. Scheduling rules that the original engineer could explain in 20 minutes exist in the code with no documentation trail.
Quality hold sequences that regulate product release are embedded in VB6 modules that haven’t been opened in seven years. None of this is accessible from the codebase alone through standard code review.
This is the problem Legacyleap’s Documentation Agent is built to solve. Before transformation begins, the Documentation Agent reconstructs undocumented system behavior: the code logic that no operator can articulate, the conditional paths that only execute under specific production states, the implicit assumptions embedded in scheduling and hold logic.
It produces documentation the migration team and business stakeholders can verify against actual system behavior, before a single module is touched.
Legacy MES databases often contain decades of production data such as traceability records, batch logs, quality audit trails, that must be migrated with zero data loss. The Documentation Agent surfaces that full scope before transformation exposes it as a gap.
Maintaining Audit Trail Continuity During MES Modernization
For pharmaceutical, food and beverage, and medical device manufacturers, the compliance team’s first question before any MES modernization program is approved is not about timelines or cost. It is: how do we maintain an unbroken audit trail through a phased migration?
The answer requires understanding what creates a compliance gap in the first place. Under 21 CFR Part 11 and GAMP 5 frameworks, computerized systems used in regulated manufacturing must maintain validated state throughout their operational lifecycle.
A migration that moves modules from the legacy system to the modernized system without bridging the audit log creates a period of unvalidated operation and that period is an enforcement trigger, not a documentation gap to remediate later.
Governed modernization addresses this through sequencing and artifact production at every phase boundary:
- Parallel system operation during the transition period ensures the legacy system’s validated state is never retired before the modernized system achieves equivalent validation. Both systems produce audit records; both are reconcilable.
- Phase-boundary validation documentation, produced at each extraction milestone, gives the compliance team a continuous record of system state that satisfies FDA Computer Software Assurance expectations and supports the next audit.
- Diff-based, human-reviewed transformations mean every code change is traceable, approvable, and auditable. There are no black-box outputs that compliance cannot account for.
The outcome for regulated manufacturers is a modernization program the compliance team can approve, audit, and defend, not one they have to remediate after the fact.
How Legacyleap Modernizes Custom Production Software
Legacyleap will not execute modernization on a system it has not fully understood. AI cannot merge, deploy, or apply code changes directly. All transformations are diff-based and require human review before acceptance. Every agent capability maps directly to a failure mode the previous sections have established.
| Agent | Failure Mode It Resolves | What It Produces |
| Assessment Agent | Undocumented dependencies surface mid-migration | Full dependency map: PLC bindings, hardware timing requirements, embedded business rules, proprietary schema elements |
| Documentation Agent | Tribal knowledge lost when engineers retire | Reconstructed behavior documentation, verifiable before transformation begins |
| Modernization Agent | Unreviewed changes create production incidents | Diff-based, human-reviewed, reversible transformations in Legacyleap Studio |
| QA Agent | Behavioral regressions produce defects or safety incidents | Parity validation against observed production behavior; AI-generated regression suites |
Assessment Agent maps what the production system actually does under production conditions, not what the code says at a surface read. Dependencies, PLC bindings, embedded business rules, scheduling logic, quality hold sequences. This is the answer to the 34-undocumented-dependency problem.
Documentation Agent reconstructs undocumented system behavior: the code logic that no operator can articulate because it was never written down. It produces documentation the migration team and business stakeholders can verify before transformation begins. Legacy MES databases often contain decades of production data (traceability, batch records, quality logs) that must be migrated with zero data loss. The Documentation Agent surfaces the scope before transformation, exposing it.
Modernization Agent executes transformations within Legacyleap – diff-based, human-reviewed, reversible. Every change is visible and approvable before it enters the codebase. In a 24/7 production environment, this is the difference between a planned change and a 2 am production incident. Legacy MES web interfaces built on Classic ASP face the same migration challenges as the core application layer. The Modernization Agent handles both within the same governed workflow.
QA Agent validates behavioral parity against observed production behavior, not against a specification. This is the step commercial MES replacements skip. It is the step that prevents the incomplete functionality replication that drives 3× cost overruns.
Proof Point: Semiconductor Manufacturing, VB6, Six Components
Six VB6 components controlling stepper and servo motors in semiconductor manufacturing. Post-M&A fragmented codebase, no consolidated documentation. Hard constraint: any deviation in hardware timing caused manufacturing defects or equipment damage.
Legacyleap resolved COM coupling via microservices, engineered real-time synchronization mechanisms from Phase 1, and validated behavioral parity against original hardware interaction specifications throughout.
Outcome: 50–70% reduction in manual processes; 40% improvement in application performance.
This case is directly representative of the custom MES problem:
- Production-critical software with physical system dependencies,
- Zero-tolerance precision requirements, and
- A codebase that carries behavioral specifications no documentation preserves.
Legacyleap supports the stacks on which most custom MES were built: VB6, Classic ASP, early .NET, and legacy Java. Across these stacks, the platform delivers 40–50% reduction in modernization effort, with potential for up to 70% depending on complexity and scope.
The Decision Has a Starting Point
Custom MES modernization is not a platform selection problem. It is a governed lifecycle problem. The manufacturers who fail to treat it as the former evaluate commercial platforms, run a failed implementation for two to three years, and end up with a system that doesn’t replicate legacy functionality at three times the original cost.
The talent clock is running. The engineer who built the system may already be gone. Every quarter of delay narrows the window for knowledge-assisted modernization, and every quarter the legacy MES runs unmodernized is a quarter that real-time OEE visibility, predictive maintenance, and production scheduling remain architecturally out of reach.
Before choosing a path, understand what you are actually working with. The $0 Modernization Assessment produces a dependency map, risk indicators, a modernization blueprint, and effort and timeline ranges, at no cost, with no commitment. Start your $0 Modernization Assessment.
Want to see how Legacyleap’s agents work through a production codebase? Book a demo.
FAQs
The clearest signals are operational, not technical: engineers avoiding the system because changes are too risky, workarounds accumulating faster than they can be documented, and integration requests from newer systems being deferred indefinitely. On the technical side: the codebase runs on VB6, early .NET, or legacy Java; test coverage is below 20%; and the engineer who built it is within two years of retirement. Any one of these is a signal. Several together indicate the window for controlled modernization is closing.
In-place governed modernization of a custom MES typically costs significantly less than commercial replacement when the full program is modeled, not just the licensing fee. Commercial replacements that require custom development to replicate embedded production logic routinely hit 3× their original estimate. Governed modernization with front-loaded assessment and phased execution produces predictable effort ranges: the $0 Modernization Assessment establishes scope, complexity, and timeline before any commitment is made. Cost without a dependency map is a guess, not an estimate.
Single-site custom MES modernization typically runs 6–18 months depending on codebase complexity, documentation state, and the number of hardware integrations. Multi-site enterprise programs run 18–36 months with proper phasing. Both timelines assume front-loaded assessment because without it, undocumented dependencies discovered mid-migration add months to fixed-price contracts, as documented in the 34-dependency case in this article. Commercial MES replacement projects, by comparison, average 2–3 years and frequently don’t replicate legacy functionality at completion.
IT/OT convergence is the integration of information technology systems (software, networks, data infrastructure) with operational technology that controls physical production processes: PLCs, SCADA systems, motor controllers, sensors. For MES, it matters because the application sits at the boundary of both. It doesn’t just report on production; it controls it. Any modernization that treats the MES as a standard enterprise application without accounting for its physical system dependencies will produce behavioral regressions that manifest as manufacturing defects, not software bugs.
Yes, and for most mature custom MES environments, in-place modernization is the more viable path. VB6 components can be systematically rewritten in .NET through phased, diff-based transformation that preserves hardware timing logic, PLC bindings, and embedded business rules. The semiconductor case in this article documents exactly this: six VB6 components controlling stepper and servo motors, modernized without halting production, with behavioral parity validated against original hardware specifications throughout. The constraint is not the stack. It is whether the modernization is governed correctly.
References
[1] Siemens — True Cost of Downtime 2024. https://press.siemens.com/global/en/pressrelease/siemens-true-cost-downtime-2024
[2] ABB — Value of Reliability Report. https://new.abb.com/service/turbocharging/value-of-reliability
[3] GMP Pros / FDA Guidance — FDA warning letters: computerized system validation deficiencies. https://www.gmppros.com/fda-warning-letters-computerized-systems
[4] Wakefield Research — Modernization Failure Rates. https://www.wakefieldresearch.com/
[5] Software Modernization Services, February 2026 — Mid-migration dependency discovery case. https://www.softwaremodernization.com/
[6] IoT Analytics — MES Market Report, December 2025. https://iot-analytics.com/mes-market-report/